5 Perché?
Si tratta di un metodo di base per la risoluzione dei problemi Six Sigma.
Ci permette di andare oltre le cause sintomatiche e di trovare le cause fondamentali (sulle quali possiamo poi agire per eliminare il problema una volta per tutte).
Il principio è quello di risalire alla causa principale ponendo la domanda sul perché per 5 volte in una struttura ad albero.
5 M
5 cause fondamentali di dispersione dei processi: Materiali, Metodi, Mezzi, Ambiente, Manodopera.
Queste 5 cause sono già esposte nel primo libro di Shewhart.
Generalmente dissociamo il processo di produzione con le sue 5M e il processo di misurazione con le sue 5M (Mesurande sostituisce quindi Matière).
5 S
Metodo Lean strutturato in 5 fasi corrispondenti a 5 concetti giapponesi (Seiri, Seiton, Seiso, Seiketsu, Shitsuke / Sort - Set in order - Shine - Standardize - Sustain in inglese).
Basato sulla caccia agli sprechi in un'area o in un'apparecchiatura, il metodo 5S viene utilizzato per creare un buon ambiente di lavoro per operazioni a valore aggiunto. Consente un miglioramento operativo che va oltre l'ordine e la pulizia, attraverso l'implementazione di standard e la maturità del team.
Può essere utilizzato sia nell'industria che nei servizi.
A 3
Metodologia inventata da Toyota per gestire la risoluzione dei problemi e che riassume le azioni svolte (avanzamento del progetto).
Alfa, Rischio alfa, Rischio di prima specie
Il rischio Alpha corrisponde al rischio di concludere che esiste una differenza tra due campioni, quando in realtà non c'è alcuna differenza.
FMEA
Analisi dei modi e degli effetti dei guasti. Si tratta di uno strumento per elencare i rischi e valutarli in base a 3 criteri: gravità, facilità di rilevamento e frequenza di accadimento.
Analisi del processo
Metodo di mappatura dei processi utilizzato per visualizzare la sequenza dei compiti elementari in un processo o parte di esso. Ogni compito viene valutato (tempo, distanza, quantità, ecc.) con l'obiettivo di migliorare il processo.
Analisi degli stakeholder
L'analisi degli stakeholder fa parte della fase DEFINE. Si cercano tutte le persone che saranno interessate dal progetto, cioè...:
- le persone coinvolte nel progetto
- persone interessate al progetto
- persone che possono influenzare il progetto.
L'analisi degli stakeholder viene effettuata dal GB o dal BB. Facilita la formazione del team di progetto e la creazione del piano di comunicazione. Si evolve nel corso del progetto
ANAVAR (ANOVA)
ANAlyse de la VARiance, ANalisi della VAriance. Si tratta di un test di ipotesi utilizzato per confrontare la media di diversi campioni.
ANDON
Un ANDON è una spia o un pannello che si accende quando l'operatore preme un pulsante di allarme. L'ANDON è seguito da una risoluzione del problema eseguita a livelli sempre più esperti, a seconda del tempo dedicato alla risoluzione. L'obiettivo è ridurre al minimo l'interruzione o il blocco della produzione.
APC
Evoluzione dell'MSP/SPC per adattarsi ai casi in cui esiste una dipendenza tra diverse caratteristiche e in cui è necessaria una regolazione precisa con un minimo di informazioni.
Albero di decisione - Albero di regressione
Metodo di apprendimento automatico adattato a risposte Y discrete che consente di trovare un modello di previsione da un albero decisionale come :
Regressione ad albero decisionale
0 =: (0 <= 0.989) && (1 <= 1.7525)
0 =: (0 1.7525) && (3 <= 0.5)
0 =: (0 1.7525) && (3 > 0.5)
0 =: (0 > 0.989) && (2 -0.681)
0 =: (0 > 0.989) && (2 <= 0.5) && (1 0.5)
1 =: (0 > 0.989) && (2 > 0.5)
1 =: (0 > 0.989) && (2 <= 0.5) && (1 <= -0.681) && (3 <= 0.5)
Causa albero
È uno strumento di analisi del rischio che parte da un evento temuto e procede a ritroso per identificare le possibili cause sotto forma di albero delle cause.
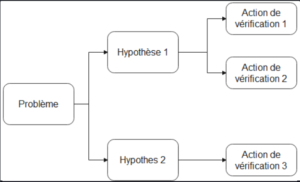
Albero delle ipotesi
Il punto di partenza è un obiettivo da raggiungere. Elencheremo le ipotesi per raggiungere questo obiettivo ed elencheremo gli esperimenti per convalidare queste ipotesi (i rami dell'albero).
Attributi
Esistono due tipi di dati. Dati continui e dati discreti. I dati discreti sono qualificati da attributi che possono assumere 2 forme (Buono / Cattivo, 0 / 1 , OK / NOK...) o più di 2 (Buono, Medio, Cattivo).
Autocontrollo
Riassume tutti i metodi e gli strumenti progettati per consentire all'operatore di garantire - in modo indipendente - il controllo di sicurezza, qualità, scadenze e costi, direttamente dalla propria postazione di lavoro.
Linea di base
Baseline può essere tradotto in francese come "punto di riferimento". L'obiettivo è conoscere la capacità iniziale del processo prima di apportare qualsiasi miglioramento, al fine di confrontare la situazione PRIMA e DOPO il progetto Lean Six Sigma.
Benchmarking
Metodo originario del marketing che consiste nel confrontare il proprio modo di agire o le proprie prestazioni con quelle delle migliori aziende dello stesso settore o con quelle di aziende con prestazioni riconosciute nella stessa area di competenza.
Rischio Beta Beta Rischio di seconda specie
Il rischio Beta corrisponde al rischio di concludere che non esiste alcuna differenza tra due campioni, mentre in realtà esiste.
Binomiale
La distribuzione binomiale si applica ai dati discreti. Viene utilizzata per calcolare la probabilità di estrarre k caratteri X da un campione di dimensioni n estratto da un lotto in cui la probabilità di avere X è pari a p.
Cintura nera (BB)
Una "Black Belt" è una persona addestrata alla metodologia Six Sigma il cui ruolo principale è quello di guidare progetti di miglioramento utilizzando la metodologia e gli strumenti Six Sigma.
BoxPlot box baffi
Si tratta di una rappresentazione grafica di dati statistici. Il box plot (noto anche come diagramma a riquadri, box di Tukey o box plot) dà un'idea della distribuzione dei valori sotto forma di riquadro (50% della popolazione) e di baffi (2 linee che coprono l'intera popolazione).
Brainstorming (spacchettamento delle idee)
Il brainstorming è un processo che consente di generare rapidamente un gran numero di idee, in un'atmosfera libera da critiche e giudizi. In primo luogo, il facilitatore del brainstorming pone la questione da risolvere. Poi stimola la produzione di idee senza agire come giudice. Una volta che tutte le idee sono state presentate, vengono rilette con il gruppo per verificare che siano chiare, che rispondano alla domanda e per eliminare le duplicazioni.
Capacità
La capacità di processo è la misura della capacità del processo di soddisfare le aspettative del cliente. È il rapporto tra le prestazioni richieste e le prestazioni effettive del processo.
Capacità - Attributi
Nel caso di criteri attributivi, la capacità è calcolata con un Ppk equivalente che dà la stessa proporzione di difetti come nel caso delle misurazioni.
Capacità del processo di misurazione
Viene utilizzato per convalidare la possibilità di utilizzare un processo di misurazione per una caratteristica.
Scheda di controllo
Un diagramma di controllo consente di monitorare e controllare visivamente un processo per identificare eventuali derive e garantirne la stabilità nel tempo.
Mappa multivariata T²
Un diagramma di controllo multidimensionale utilizzato per studiare se un insieme di diverse caratteristiche rimane sotto controllo.
Si calcola un indicatore T², che è la distanza tra ogni punto e il centro della nuvola di punti. Se la distribuzione segue una distribuzione normale multidimensionale, è possibile calcolare un limite di controllo su questa distanza T².
Mappatura del flusso di valore (VSM)
La mappatura del flusso di valore è una rappresentazione grafica del flusso di materiali e del flusso di informazioni.
In generale, vengono prodotte due mappe:
- Mappatura attuale del flusso di valore: si tratta di una rappresentazione grafica dell'attuale flusso di materiali e informazioni.
- Mappatura del flusso di valore ideale: si tratta di una rappresentazione grafica del flusso di materiali e informazioni come potrebbe essere idealmente.
Mappatura dei processi
La mappatura dei processi è una rappresentazione grafica delle fasi (in ordine cronologico) che mostra chiaramente come gli input del processo vengono trasformati in output per il cliente.
Mappatura funzionale del processo (mappatura della Swimlane)
La mappatura dei processi funzionali mostra le fasi del processo attraverso i dipartimenti o le linee di business dell'azienda. (Ogni reparto ha un proprio corridoio)
Causa principale
È qui che sta il problema... nella nostra possibile area di intervento.
Causa speciale
Fonte di variazione irregolare difficile da prevedere. Ad esempio, disallineamento della macchina, usura o rottura.
Cause comuni
Le cause comuni costituiscono la variabilità intrinseca del processo. Sono dovute a una somma di piccole cause che soddisfano il teorema del limite centrale. Quando rimangono solo le cause comuni, la distribuzione dei valori segue una distribuzione gaussiana.
Campione
Il campione è una persona importante nell'organizzazione Lean Six Sigma, in quanto responsabile della diffusione del metodo in tutta l'azienda.
Carta del progetto
La carta del progetto è un elemento chiave nella fase di costruzione di un progetto.
Riassumerà il problema da risolvere, l'obiettivo da raggiungere e l'ambito interessato. Definirà inoltre i ruoli e le responsabilità del progetto, nonché le principali tappe. Il metodo Six Sigma sottolinea giustamente l'importanza di questo documento e l'impegno di ogni membro del progetto a portarlo a termine con successo.
Coefficiente di correlazione
Un valore numerico che caratterizza la relazione - significato e importanza - tra due variabili casuali o due variabili statistiche.
Questo valore può essere positivo, negativo o nullo. Si noti che il valore del coefficiente è zero quando le due variabili in questione sono indipendenti.
Coefficiente di determinazione
Il coefficiente di determinazione (R², il quadrato del coefficiente di correlazione lineare r) è un indicatore utilizzato per valutare la qualità di una regressione lineare semplice. Misura quanto il modello si adatti ai dati osservati o quanto l'equazione di regressione descriva la distribuzione dei punti.
Per abuso di linguaggio, si parla spesso di coefficiente di correlazione.
Raccolta dei dati
Fa parte della fase di MISURA. Il piano di raccolta dei dati è organizzato per massimizzare le possibilità di successo nella fase di ANALISI.
Il piano di raccolta dei dati viene preparato ponendosi le seguenti domande:
- CHI è preoccupato?
- COSA raccogliere
- Dove raccogliere?
- Come organizzare la raccolta?
- QUANDO? Quando? Quanto spesso?
- QUANTO? Quale dimensione del campione?
A breve termine
Periodo sufficientemente breve per ritenere che il processo sia sotto controllo.
Cp
Indicatore di capacità a breve termine per un processo, indipendentemente dal suo obiettivo. Six Sigma richiede un Cp > 2.
Cpc
Capacità del processo di controllo. Indica se il processo di controllo è adeguato in termini di ripetibilità e riproducibilità.
Il Cpc è equivalente al R&R (Cpc = 1/R&R).
In generale, consideriamo :
- Cpc ≥ 4 (R&R% ≤25%), il processo è in grado di
- Cpc ≥ 3 (R&R% ≤33%), il processo è borderline
- Cpc 3), il processo non è idoneo
Cpk
Indicatore di capacità a breve termine per un processo che tiene conto del suo centraggio.
Cpm
Indicatore di capacità a breve termine basato sulla perdita di Taguchi.
CTC
CTC è l'acronimo di Critical to Cost. I CTS legati ai costi sono chiamati CTC.
CTD
CTD sta per "Critical to Delivery".
I CTS legati al lead time del prodotto o del servizio sono chiamati CTD.
CTQ
CTQ è l'acronimo di "Critical to Quality".
I CTS legati alla qualità del prodotto o del servizio sono chiamati CTQ.
CTS (CTQ, CTC, CTD)
CTS è l'acronimo di "Critical to Satisfaction".
Le CTS sono le principali caratteristiche misurabili di un servizio o di un prodotto i cui limiti di specifica devono essere rispettati per soddisfare il cliente. Le CTS sono definite in termini di Voice of the Customer (VOC).
Definizione operativa (dei dati)
Descrizione precisa che indica come ottenere un valore per una caratteristica da misurare: descrive la caratteristica e indica come misurarla.
DFSS Progettazione per Sei Sigma
È una metodologia che riunisce le migliori pratiche per progettare un prodotto, un processo o un servizio che raggiunga direttamente l'obiettivo Six Sigma. Il DFSS segue l'approccio DMADV.
Grafico a strisce verticali
Le barre verticali mostrano la variazione di una variabile nel tempo.
Grafico a barre impilate
Si usa per rappresentare una matrice di due variabili discrete.
Diagramma circolare
Utilizzato per rappresentare la distribuzione delle modalità di una variabile discreta.
Diagramma di affinità (chiamato anche diagramma di KJ)
È uno strumento di base per la qualità. Si usa, ad esempio, per chiarire e riassumere i risultati di una sessione di brainstorming. Tutte le idee proposte vengono raggruppate per affinità. A ciascun raggruppamento viene assegnato un titolo.
Il lavoro di riunire le idee in un gruppo di lavoro consente ai membri del team di appropriarsene. Incoraggia la creatività e la ricerca di collegamenti innovativi tra le idee.
Il diagramma delle 5 M è in realtà un diagramma di affinità per il quale le voci di raggruppamento sono predefinite.
Diagramma a punti
Un diagramma a punti divide i valori del campione in piccoli intervalli e rappresenta ogni valore o piccolo gruppo di valori con un punto lungo una linea numerica. Il diagramma a punti è adatto quando la dimensione del campione è inferiore a circa 50 unità.
Diagramma di dispersione (nuvola di punti)
Utilizzato per visualizzare qualsiasi correlazione tra due variabili quantitative.
Diagramma di gestione dei processi
Il diagramma di gestione dei processi consente di documentare la mappatura del processo, le misure da controllare in ogni fase essenziale del processo e il piano di risposte e azioni quando il processo non rimane entro i limiti operativi.
Diagramma di Kano
Diagramma utilizzato per classificare gli attributi secondo due assi:
- l'asse di realizzazione dall'attributo non elaborato all'attributo interamente elaborato
- l'asse della soddisfazione da insoddisfatto a molto soddisfatto. Gli attributi sono classificati in 3 categorie:
- Devono essere - (Obligatoires, indispensables)
- Attraente - (attraente)
- Proporzionale o lineare - (monodimensionale)
Abbiamo inoltre aggiunto 2 nuove categorie:
- Indifferente - (Zona di indifferenza)
- Un doppio tranchant - (Inverso)
Diagramma della serie temporale
Una serie temporale è una serie di valori della stessa variabile osservati in punti regolarmente distanziati nel tempo (giorno, mese, anno).
Il grafico a barre verticali o il grafico di controllo sono esempi di diagrammi di serie temporali.
In un diagramma di serie temporali, l'asse X rappresenta il tempo.
Diagramma delle 5M o diagramma causa/effetto o diagramma di Ishikawa o diagramma a lisca di pesce
Questo strumento, dai molti nomi, è uno strumento di supporto per i conduttori di workshop alla ricerca di cause. Aiuta a generare un elenco di idee durante una sessione di creatività strutturando il pensiero intorno alle 5M: Manodopera, Materiali, Metodi, Macchine, Ambiente.
Diagramma ad albero
Il diagramma ad albero è uno strumento per individuare i modi per migliorare una situazione e per pianificare la sequenza delle fasi di attuazione delle soluzioni, individuando i punti chiave da osservare nel monitoraggio dell'attuazione.
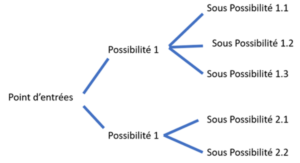
Grafico a barre
Utilizzato per rappresentare la distribuzione delle modalità di una variabile discreta.
Diagramma a spaghetti
Il diagramma a spaghetti è uno strumento utilizzato per fornire una visione chiara del flusso di parti o individui. Tutti i percorsi seguiti sono tracciati su una mappa. Il suo nome deriva dalla somiglianza con un piatto di spaghetti. Questa visualizzazione consente di identificare i flussi ridondanti e gli incroci ricorrenti e di misurare il percorso seguito da ciascun prodotto o persona.
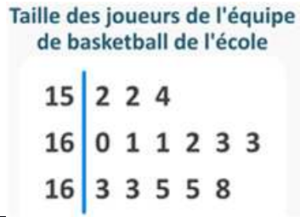
Diagramma di fusto e foglie
Un diagramma che consente di scomporre e rappresentare graficamente i dati della distribuzione di una variabile statistica sotto forma di istogramma.
Ogni singolo dato è rappresentato dal suo gambo (le prime cifre comuni a più dati) e dalla sua foglia (le ultime cifre di questi stessi dati).
DMADV
Definire, misurare, analizzare, progettare, convalidare
DMAIC
Definire, misurare, analizzare, migliorare, controllare. Il metodo di gestione dei progetti Six Sigma.
Dati continui
Dati rappresentati da un numero reale che può assumere (teoricamente) un numero infinito di valori.
Dati discreti
Dati che possono assumere un numero finito di valori. Esempio: macchina A, B e C
Dati discreti ordinali
Dati discreti che possono essere ordinati. Esempio: buono medio cattivo
DPMO
Difetto per milione di opportunità. Unità utilizzata in Lean Six Sigma per definire la capacità di un processo. DPMO = [Numero di difetti X 1.000.000] / [Numero di parti X Numero di opportunità].
Henry ha ragione
La retta di Henry è un metodo grafico per adattare una distribuzione gaussiana a quella di una serie di osservazioni (di una variabile numerica continua). Quando si ottiene l'adattamento, i punti si allineano su una linea retta. Può essere utilizzata per leggere rapidamente la media e la deviazione standard di tale distribuzione.
Deviazione standard
La deviazione standard è una misura della dispersione dei dati rispetto alla media. È calcolata come la radice quadrata della media delle deviazioni dalla media al quadrato.
La deviazione standard è significativa anche quando non è possibile dimostrare la normalità.
ECC (Requisiti critici del cliente)
Sono le esigenze che devono essere soddisfatte, pena l'insoddisfazione del cliente. I CEC devono essere misurabili.
Campione
È un sottogruppo di una popolazione.
Campionamento
Si tratta di prelevare un campione da una popolazione.
Esistono diverse modalità di campionamento: casuale, stratificato, a grappolo o sistematico.
Campionamento casuale
Ogni elemento di questo campione ha la stessa probabilità di essere scelto di tutti gli altri elementi della popolazione target.
Campionamento a grappolo
Si tratta di suddividere una popolazione omogenea in cluster (sottogruppi), quindi di selezionare casualmente i cluster e di considerare tutti gli elementi di ciascun cluster. Esempio: le classi di una scuola secondaria.
Prendiamo tutti gli elementi di alcune classi scelte a caso.
Campionamento stratificato (metodo delle quote)
Si tratta di suddividere una popolazione eterogenea in strati (sottogruppi). Questo metodo consiste nel trovare le stesse proporzioni nel campione per ogni strato in base alle caratteristiche scelte per lo studio nella popolazione target.
Campionamento sistematico
Questo metodo prevede la stesura di un elenco di tutti gli elementi della popolazione target e la determinazione del seguente rapporto:
(Numero di articoli nella popolazione)/(Dimensione del campione)
Esempio: un elenco telefonico contiene 4.000 nomi. Voglio un campione di 200 persone. Calcolo quindi 4.000/200 = 20. Poi, partendo dall'inizio dell'elenco, scelgo il 20°, il 40° e il 60°, incrementando sempre di 20.
Campionamento sistematico
Questo metodo prevede la stesura di un elenco di tutti gli elementi della popolazione target e la determinazione del seguente rapporto:
(Numero di articoli nella popolazione)/(Dimensione del campione)
Esempio: un elenco telefonico contiene 4.000 nomi. Voglio un campione di 200 persone. Calcolo quindi 4.000/200 = 20. Poi, partendo dall'inizio dell'elenco, scelgo il 20°, il 40° e il 60°, incrementando sempre di 20.
Errore di misura
Nessun sistema di misurazione è perfetto e quindi introduce una differenza tra il valore effettivo e la misurazione. Questa differenza è l'errore di misura. Ne esistono diversi tipi (Bias, Linearità, Stabilità, Ripetibilità, Riproducibilità).
Ambito di applicazione
Si tratta di un indicatore di dispersione. L'intervallo è calcolato come la differenza tra il valore massimo e il valore minimo.
Fattori d'influenza
I fattori influenti sono quelli che hanno un impatto e un'influenza diretta sulle Y del processo. Spesso ne sono la causa. Da qui l'importanza di identificarli (fase di analisi) e di affrontarli (fase di innovazione).
Diagramma di flusso
Un diagramma di flusso è un tipo di diagramma che rappresenta un flusso di lavoro o un processo. Un diagramma di flusso può anche essere definito come una rappresentazione schematica di un algoritmo, un approccio graduale alla risoluzione di un compito.
Il diagramma di flusso mostra le fasi sotto forma di caselle di diverso tipo e il loro ordine collegando le caselle con frecce. I diagrammi di flusso vengono utilizzati per analizzare, progettare, documentare o gestire un processo o un programma in vari settori.
Cintura verde
Un Green Belt è una persona formata alla metodologia DMAIC il cui ruolo part-time è quello di guidare progetti di miglioramento dei processi.
Le Cinture Verdi continuano a riferire ai responsabili operativi dei reparti o delle linee di business.
GRR% - Pegno R&R%
Capacità del processo di controllo. Indica se il processo di controllo è adeguato in termini di ripetibilità e riproducibilità.
Il Cpc è equivalente al R&R (Cpc = 1/R&R).
In generale, consideriamo :
- Cpc ≥ 4 (R&R% ≤25%), il processo è in grado di
- Cpc ≥ 3 (R&R% ≤33%), il processo è borderline
- Cpc 3), il processo non è idoneo
GTV (grafico del valore temporale)
Rappresentazione grafica delle attività a valore aggiunto (VA) e delle attività non VA di una postazione di lavoro o di un'attività.
Istogramma
Un istogramma è una rappresentazione grafica che mostra la distribuzione di una variabile continua utilizzando colonne verticali.
Ipergeometrico
La legge ipergeometrica si applica ai dati discreti. Viene utilizzata per calcolare la probabilità di estrarre k caratteri X da un campione di dimensione n, estratto da un lotto di dimensione N contenente D caratteri X.
Ipotesi H0
Ipotesi che la differenza tra i campioni sia pari a zero.
Ipotesi H1
Ipotesi che la differenza tra i campioni sia diversa da zero.
Intervallo di confidenza
Intervallo di confidenza. L'intervallo di confidenza è una deviazione calcolata intorno alla media per garantire, con un certo grado di confidenza, la differenza tra il valore reale della popolazione e il campione.
Precisione (Bias)
Differenza sistematica tra il valore reale e il valore visualizzato.
La gestione dei mezzi di misura garantisce l'accuratezza dei mezzi, non del processo.
KPIS
Indicatori chiave di prestazione. La traduzione è controversa perché il significato di performance non corrisponde perfettamente nelle due lingue. A volte si usa il termine Key Process Indicators.
Questi indicatori chiave riassumono il raggiungimento degli obiettivi del progetto. Saranno identificati durante la fase di definizione. Faranno parte del cruscotto del progetto e saranno aggiornati regolarmente.
Limite di controllo
Limiti alle variazioni casuali della statistica osservata, che può essere un valore individuale, una media, una mediana, un intervallo, una deviazione standard, un numero di individui non conformi o una proporzione.
I limiti sono calcolati entro ± 3 deviazioni standard della distribuzione della statistica in esame. Finché la statistica rientra nei limiti, l'ipotesi di una deviazione dovuta a cause comuni non viene scartata; il processo è sotto controllo.
Limite inferiore di controllo (LCI)
Quando un punto è al di sotto dell'ICL, rifiutiamo l'ipotesi che la deviazione sia dovuta a cause comuni. Siamo in presenza di una causa speciale, il processo è fuori controllo.
Limite superiore di controllo (UCL)
Quando un punto si trova oltre l'ICL, rifiutiamo l'ipotesi che la deviazione sia dovuta a cause comuni. Siamo in presenza di una causa speciale; il processo è fuori controllo.
Limite di qualità accettabile AQL
È il limite massimo di non qualità accettato in un rapporto Cliente/Fornitore.
Al di sopra di questo limite, il rischio alfa (di vedersi rifiutare un lotto di qualità p) è maggiore di 5%.
Limite di specifica (tolleranze)
Un limite di specifica è un valore che definisce l'accettabilità delle prestazioni di un servizio, prodotto o processo dal punto di vista del cliente. Spesso esiste un limite superiore di specifica e un limite inferiore di specifica.
Limite inferiore di specifica (LSL)
Un limite inferiore di specifica è un valore al di sopra del quale le prestazioni di un servizio, prodotto o processo sono accettabili. Le specifiche sono definite dal cliente, sulla base di ciò che è necessario per soddisfare i requisiti.
Limite superiore delle specifiche (USL)
Un limite superiore di specifica è un valore al di sotto del quale le prestazioni di un servizio, prodotto o processo sono accettabili.
Linearità (ipotesi)
Questa ipotesi viene fatta in particolare nei disegni sperimentali 2k. Questa ipotesi deve essere verificata, ad esempio, eseguendo un test al centro.
Linearità (studio della)
Studio che consiste nel verificare la linearità di un processo di misura nel suo intervallo operativo.
Diagramma di flusso
Un diagramma di flusso è uno strumento di analisi che fornisce una rappresentazione ordinata e sequenziale di tutti i compiti o gli eventi coinvolti nello svolgimento di una determinata attività. È costituito da un insieme di simboli collegati da frecce.
Ogni simbolo rappresenta un evento o un compito, mentre la freccia rappresenta la relazione di precedenza o di successione tra due compiti consecutivi.
Legge binomiale
La distribuzione binomiale si applica ai dati discreti.
Si usa per calcolare la probabilità di estrarre k caratteri X da un campione di dimensioni n, estratto da un lotto in cui la probabilità di avere X è pari a p.
Legge normale - Legge di Gauss Laplace
La distribuzione normale è una distribuzione simmetrica caratterizzata da una media e una deviazione standard. Quando un processo soddisfa il teorema del limite centrale, la distribuzione segue una distribuzione gaussiana.
A lungo termine
Normale periodo di produzione del processo.
Controllo statistico del processo SPC
Controllo statistico dei processi. Raggruppa i metodi e gli strumenti per il controllo di una caratteristica utilizzando carte di controllo e capacità.
Gestione visiva
Il Visual Management è innanzitutto uno strumento di gestione che rende visibili i livelli di performance e gli scostamenti dagli obiettivi.
Fornisce informazioni utili per gli operatori e i membri del progetto.
Rende evidenti le deviazioni dall'obiettivo.
Consente la gestione quotidiana delle prestazioni (anticipazione dei risultati).
Permette di gestire le risorse: chi fa cosa e quando?
Consente di gestire facilmente le riunioni attorno a una lavagna di comunicazione visiva.
Maestro Cintura Nera (MBB)
Un Master Black Belt (MBB) è un esperto delle metodologie Lean Six Sigma, appositamente addestrato per svolgere attività di coaching e mentoring nei team di progettazione e miglioramento dei processi. Questa persona non fa parte di uno specifico team di progetto, ma serve piuttosto come risorsa esperta per diversi team. L'MBB partecipa alle revisioni dei progetti, forma le Black Belt e le Green Belt e assicura che la metodologia e gli strumenti Lean Six Sigma siano utilizzati in modo appropriato.
Matrice di scelta - Matrice di selezione della soluzione
È un processo di sintesi e di selezione delle soluzioni.
Gli elementi di selezione sono identificati e ponderati.
A ogni soluzione viene assegnato un punteggio da 1 a 10 e viene calcolato un punteggio ponderato per ogni soluzione.
Matrice di priorità - Matrice di Eisenhower
La matrice di priorità viene utilizzata per classificare le azioni in base a due criteri (ad esempio, probabilità di successo/tempo di attuazione) che sono collocati rispettivamente sugli assi X e Y. Le azioni sono collocate (ad esempio) nel grafico, che è diviso in 4 quadranti. Viene data priorità alle azioni che possono essere implementate rapidamente e che hanno un'alta probabilità di successo, a scapito dell'ultimo quadrante (che richiede molto tempo per essere implementato e ha poche probabilità di successo).
Matrice Pugh
È un processo di sintesi e di selezione delle soluzioni.
Permette di valutare le diverse soluzioni che saranno le più facili da implementare, le meno costose, le più visibili, le più rapide nel fornire i migliori risultati, il miglior ritorno sull'investimento, la minore resistenza al cambiamento...
Il giudizio non è assoluto ma relativo a una soluzione di riferimento. A ogni criterio viene assegnata una ponderazione e la matrice viene utilizzata per ottenere un "punteggio" per ogni soluzione.
Matrice X/Y - Matrice C&E
Matrice causa-effetto o matrice X/Y
Permette di mettere in relazione diverse X con diverse Y ponderate. Valutando l'impatto delle X su ciascuna Y da 1 a 10, ad esempio, è possibile classificare le X in modo da concentrarsi su quelle essenziali.
La matrice C&E viene spesso confusa con il diagramma cause/effetti, motivo per cui preferiamo chiamarla matrice X/Y.
Mediano
Valore tale che 50% della popolazione si trovano su ciascun lato. Caratterizza la posizione centrale di una popolazione. È meno sensibile agli outlier rispetto alla media.
Metodo Taguchi
Il metodo Taguchi è un approccio originale per rendere le Y insensibili ai fattori di disturbo utilizzando un approccio basato su disegni sperimentali.
MLG (GLM)
Modello lineare generalizzato.
Si tratta di un'estensione del metodo di regressione ai minimi quadrati per adattarlo a variabili Y discrete. L'algoritmo di ottimizzazione per ottenere la massima verosimiglianza dei parametri non è più un semplice calcolo ai minimi quadrati, ma un processo iterativo.
Modalità
Nel caso di una variabile discreta, si tratta del valore con il maggior numero di individui.
Nel caso di un istogramma, si tratta della classe con il maggior numero di valori.
Media
Somma dei valori divisa per il numero di valori.
Caratterizza la posizione centrale di una popolazione.
MSA
Acronimo di Analisi del sistema di misura. È uno standard di riferimento per il controllo del processo di misurazione.
MSP (SPC)
Controllo statistico dei processi. Raggruppa i metodi e gli strumenti per il controllo di una caratteristica utilizzando carte di controllo e capacità.
Livello di qualità accettabile - AQL
È il vecchio nome del limite di qualità accettabile.
Nessun valore aggiunto - NVA
Un'attività che richiede tempo, risorse o spazio, ma non aggiunge valore al prodotto stesso. L'attività può essere necessaria nelle condizioni attuali, ma dal punto di vista del cliente non aggiunge valore al prodotto, ma solo costi di produzione.
Opportunità
È una caratteristica misurata su un'unità che deve essere conforme alle specifiche del cliente. Corrisponde alla "possibilità" di non raggiungere le specifiche.
Pareto
Un diagramma di Pareto è uno strumento di tracciatura che illustra graficamente il "Principio di Pareto" o la "Regola dell'80/20", secondo cui l'80% dei problemi deriva da 20% di cause, le "cause principali". I grafici di Pareto classificano un elenco di cause in ordine di priorità, a seconda della frequenza con cui si verificano.
Gli stakeholder
Tutti coloro che sono interessati dal progetto, cioè :
- le persone coinvolte nel progetto.
- persone interessate al progetto.
- persone che possono influenzare il progetto.
L'analisi degli stakeholder è una parte importante della fase DEFINE.
Pianificare, fare, controllare, agire - PDCA
Metodologia di risoluzione dei problemi da utilizzare quando la soluzione è nota.
Pianificazione: definire l'ambito, ottenere i dati, formulare le ipotesi, redigere il programma di test.
Fare: implementare, formare, informare.
Controllare: verificare i risultati, trovare rapidamente una soluzione, identificare le cause principali.
Agire: prevenire il ripetersi di eventi, definire gli standard, comunicare, identificare nuovi miglioramenti.
Driver del processo (o proprietario del processo)
Il Process Manager è la persona responsabile di tutti gli aspetti dell'esecuzione del processo. È inoltre responsabile del miglioramento continuo delle prestazioni e del controllo del processo.
Progettazione di esperimenti (DOE)
DOE, Design Of Experiment.
Un disegno degli esperimenti è un insieme di prove pianificate in relazione a un obiettivo prefissato. Lo scopo è quello di eseguire il giusto numero di prove per adattarsi al modello desiderato, massimizzando l'accuratezza dei risultati.
Piano di raccolta dati
Fa parte della fase di MISURA.
Il piano di raccolta dei dati è organizzato per massimizzare le possibilità di successo della fase di ANALISI.
Il piano di raccolta dei dati viene preparato ponendosi le seguenti domande:
- CHI è preoccupato?
- COSA raccogliere
- Dove raccogliere?
- Come organizzare la raccolta?
- QUANDO? Quando? Quanto spesso?
- QUANTO? Quale dimensione del campione?
Piano di sgombero - Piano di screening
Disegno di esperimenti per dare priorità alle X. Con questo tipo di progettazione non si cerca un modello predittivo, ma semplicemente di vedere quali X hanno il maggiore impatto sulle Y.
Le tabelle L12, L18 e L20 di Taguchi sono molto adatte. Anche i disegni a 12 e 20 prove di Plackett e Burman sono molto adatti. In effetti, si tratta delle stesse tabelle.
Piano di campionamento
Selezione ragionata di un sottoinsieme rappresentativo dei dati relativi a un processo. Consente di raggiungere conclusioni accurate (a rischi alfa e beta noti per due punti di riferimento) da un campione relativamente piccolo.
Disegni Taguchi
Taguchi ha proposto un'organizzazione originale e semplice per i disegni sperimentali. In questo modo, i disegni sperimentali possono essere utilizzati facilmente anche da chi non è uno statistico.
Il metodo Taguchi, invece, è un approccio originale per rendere Ys insensibile ai fattori di disturbo utilizzando un approccio basato su disegni sperimentali.
Disegno sperimentale della superficie di risposta
Questi disegni consentono di studiare modelli polinomiali quadratici (con termini x²), ma con un numero inferiore di prove rispetto al disegno 3k.
Sono progettati per ridurre al minimo l'intervallo di confidenza sui coefficienti. I più noti sono i disegni compositi centrati.
Disegni sperimentali fattoriali
Si tratta di piani per i quali i fattori sono fissati, sia su modalità (criteri discreti X) sia su livelli (criteri continui). Vengono eseguite tutte le combinazioni (piani completi) o solo alcune delle combinazioni (piani frazionati).
Pesce
La legge di Poisson si applica ai dati discreti.
Si usa per calcolare la probabilità di estrarre k caratteri X da un campione, sapendo che, in media, verranno estratti lamdba (λ).
Poka-Yoke
Sistema anti-errore che elimina la possibilità di commettere un errore. Esempio: tacca sulla scheda SIM di uno smartphone.
Popolazione
Termine statistico che rappresenta tutti gli individui.
Potere di discriminare
Rapporto tra la dispersione della misura e la dispersione dei prodotti misurati.
Pp
Indicatore di capacità a lungo termine per un processo, indipendentemente dal suo obiettivo.
Ppk
Indicatore di capacità a lungo termine di un processo che tiene conto del suo centraggio. In generale, è richiesto un Ppk > 1,33.
PPM
Acronimo di Game Per Million. In genere viene utilizzato nel contesto di Defects Per Million Opportunity. Sinonimo di DPMO.
Ppm
Indicatore di capacità a lungo termine basato sulla perdita di Taguchi.
Problema
Un problema è definito da un divario tra una situazione attuale e una situazione desiderata.
Processo
Un processo è un metodo, una tecnica, un modo di agire.
Procedura
Una procedura è la sequenza documentata di passi e altre istruzioni necessarie per eseguire un'attività.
Processo
Un processo è una serie di fasi che trasformano gli input in output (prodotto o servizio) per soddisfare il CST di un cliente.
Qualsiasi attività può essere descritta in termini di processo. L'obiettivo finale di un processo è aggiungere valore al cliente. Un processo è generalmente trasversale a diversi reparti o linee di business.
Processo del cliente
Un insieme di attività che un'azienda deve svolgere per trasformare la domanda dei clienti in prodotti o servizi che soddisfino le loro esigenze.
Processi di gestione
Un insieme di attività volte a stabilire e a diffondere le linee guida di un'organizzazione, a controllare e correggere le sue attività e ad analizzare e migliorare le sue operazioni.
Processi di supporto
Supportare i processi delle funzioni che contribuiscono al buon funzionamento dei processi dei clienti.
Processi, attività, compiti
Processo: un processo è costituito da un insieme di attività.
Attività (o operazione): un'attività è costituita da un insieme di compiti.
Compito: elementi di base di un processo.
Proprietario del processo (o Process Driver)
Il Process Owner è la persona responsabile di tutti gli aspetti dell'esecuzione del processo. È anche responsabile del miglioramento continuo delle prestazioni e del loro controllo.
Protocollo di misurazione
Descrizione dettagliata della misurazione di una variabile X o Y, generalmente basata su domande QQOQCCP, che consentono di anticipare tutti gli aspetti.
Potenza
La potenza di un test è la probabilità di dichiarare significativa una differenza.
La curva di potenza viene tracciata variando la deviazione sull'asse X e posizionando la potenza sull'asse Y.
La potenza di un test viene utilizzata per determinare la dimensione del campione necessaria.
La potenza di un test è il complemento del rischio beta P = 1 - Beta.
Q1
Questo è il primo quartile. 25% di dati sono al di sotto di questo valore.
Q2
Questa è la mediana. È il valore in cui 50% di punti sono inferiori e 50% di punti sono superiori.
Q3
Si tratta del terzo quartile. 75% dei dati sono inferiori a questo valore.
QQOQCP
Il QQOQCP è un metodo di interrogazione empirica. Ogni analisi prevede una fase preliminare di "interrogazione sistematica ed esaustiva", la cui qualità determina la qualità dell'analisi stessa.
Ciò solleva la questione di CHI? COSA? DOVE? QUANDO? COME? PERCHÉ?
Per ogni voce, cerchiamo di essere il più possibile concreti rispondendo alla domanda QUANTI sono.
Questo metodo viene utilizzato per porre correttamente un problema, ma anche per strutturare la presentazione dei risultati delle loro analisi o per creare un piano di raccolta dati.
QRQC - Risposta rapida - Controllo qualità
Il QRQC è un approccio per risolvere i problemi il più vicino possibile al territorio.
Soprattutto, la QRQC ci impone di basarci esclusivamente sui fatti (il mondo reale in primis) e non su supposizioni lontane dal campo, che molto raramente descrivono la realtà.
A differenza dei metodi di risoluzione dei problemi "in-room", il QRQC tratta il problema nel momento in cui si presenta, osservando direttamente le anomalie, analizzando le misure oggettive e coinvolgendo le persone interessate.
R
Coefficiente di correlazione (varia tra -1 e +1)
R&R - Ripetibilità e riproducibilità
Capacità del processo di controllo. Indica se il processo di controllo è adeguato in termini di ripetibilità e riproducibilità.
Il Cpc è equivalente al R&R (Cpc = 1/R&R).
In generale, consideriamo :
- Cpc ≥ 4 (R&R% ≤25%), il processo è in grado di
- Cpc ≥ 3 (R&R% ≤33%), il processo è borderline
- Cpc 3), il processo non è idoneo
Attributi R&R
Capacità del processo di controllo in base agli attributi. Indica se il processo di controllo è adeguato in termini di ripetibilità e riproducibilità.
In questo test vengono prelevati tra i 20 e i 30 pezzi, precedentemente controllati da un esperto (valore ritenuto veritiero). Ogni pezzo viene controllato più volte (ripetibilità) da più operatori (riproducibilità).
R²
Coefficiente di determinazione (talvolta chiamato coefficiente di correlazione).
Varia tra 0 e 1.
RACI/RASCI
RACI nella gestione rappresenta una matrice di responsabilità che indica i ruoli e le responsabilità di coloro che sono coinvolti in ogni processo e attività. Questa matrice rappresenta l'organizzazione del lavoro collegando la Struttura di scomposizione del progetto (WBS) e la Struttura organizzativa del progetto (OBS) in una tabella comune.
La matrice RACI fornisce una visione semplice e chiara di chi fa cosa nel progetto, evitando la duplicazione dei ruoli o la diluizione delle responsabilità. Ad esempio, la responsabilità dell'approvazione ("A") deve essere assegnata a un'unica persona all'interno di un'attività, mentre più persone possono essere responsabili ("R") della sua esecuzione. Dovrebbe esserci almeno un "R" per ogni attività. Nella maggior parte dei casi, la persona che approva l'attività ("A") è il responsabile di linea della persona che la esegue ("R").
La traduzione francese potrebbe quindi essere :
- R: Direttore
- A: Autorità o persona responsabile
- C: Consultato
- I: Informato
RASCI è la stessa cosa, ma con l'aggiunta di : - S: Supporto (persone o autorità che possono fornire supporto. Forniscono a R le risorse).
Ripetibilità
Dispersione di una misura in condizioni stabili per le 5 M del processo di misurazione: Measurand, Means, Method, Medium, Manpower.
Riproducibilità
Dispersione di una misura quando una delle 5 M del processo di misura viene modificata. Spesso si tratta di Manpower, ma può trattarsi anche di Mezzi, Metodi o Ambiente.
Risoluzione
È la granularità di lettura di uno strumento di misura. In termini pratici, è il numero di cifre dopo la virgola decimale che possono essere lette sullo strumento di misura.
Risoluzione insufficiente: la risoluzione deve essere pari a un decimo della tolleranza!
Esempio 10 ±0,02 -> tolleranza 0,04 mm -> risoluzione 4 mm
Revisione del progetto
Si tratta di un incontro strutturato per garantire che il progetto abbia consegnato i prodotti richiesti per ogni fase DMAIC (carta del progetto, analisi delle capacità, ecc.).
Revisione del processo
Le revisioni ci consentono di monitorare le prestazioni e di garantire che i risultati del processo siano in linea con gli obiettivi e le aspettative dei clienti del processo. Le revisioni dei processi vengono utilizzate per identificare i malfunzionamenti e per proporre azioni in grado di migliorare l'efficacia e l'efficienza del processo. Le revisioni dei processi sono condotte dal proprietario o dal responsabile del processo.
Rischio del progetto
Ogni progetto ha i suoi rischi, che devono essere identificati il prima possibile. I rischi TOHE possono essere classificati come tecnici, organizzativi, umani ed economici.
Sono disponibili diversi strumenti per analizzare questi rischi.
Questi includono il diagramma SWOT (MOFF), la FMEA, l'albero delle cause, ecc.
RTY - Resa di lavorazione laminata
L'RTY viene calcolato moltiplicando i rendimenti per ogni fase del processo.
I calcoli possono diventare sempre più complicati con l'introduzione di più processi paralleli.
Esempio di RTY per processi seriali :
RTY = resa della fase di processo 1 * resa della fase di processo 2 * ... * resa del processo N
RTYL
Rendimento di produzione laminato Perdita -> RTYL = 1-RTY
Serie cronologica
Una serie temporale è una serie di valori della stessa variabile osservati in punti regolarmente distanziati nel tempo (giorno, mese, anno).
Il grafico a barre verticali o il grafico di controllo sono esempi di diagrammi di serie temporali.
In un diagramma di serie temporali, l'asse X rappresenta il tempo.
Sigma
Il valore Sigma del processo (indicato con z) è un indicatore delle prestazioni del processo.
Questo corrisponde al numero di deviazioni standard che possono essere inserite tra la media e la tolleranza.
SIPOC
SIPOC è l'acronimo di Suppliers, Input, Process, Output, Customers.
Il SIPOC è una descrizione di alto livello (vista da un elicottero o dalla luna) del processo.
Sei Sigma
Si tratta di un metodo di risoluzione dei problemi DMAIC (Define, Measure, Analyse, Innovate, Control) in 5 fasi per ridurre la variabilità dei processi al fine di migliorare la soddisfazione dei clienti.
SMART
Caratteristiche delle buone lenti :
- Specifico (nella loro definizione)
- Misurabile (oggettivamente)
- Ambizioso / realizzabile
- Realisti
- Definito nel tempo
SOP
Una procedura operativa standard (SOP) è un insieme di istruzioni passo-passo compilate da un'organizzazione per aiutare i lavoratori a svolgere operazioni di routine. Le SOP mirano a raggiungere l'efficienza, la qualità dei risultati e la coerenza delle prestazioni, riducendo al contempo i problemi di comunicazione e la non conformità alle normative del settore.
Le POS sono i supporti per la padronanza di sé.
Uscita
Un output è il risultato (prodotto o servizio) di una trasformazione effettuata da un processo. Gli output sono i risultati dei processi consegnati ai clienti.
Specifiche tecniche
Indicazione precisa di un insieme di condizioni che devono essere soddisfatte da un prodotto, materiale o processo, compresi, se necessario, i metodi per determinare se tali condizioni sono soddisfatte.
Standard
Uno standard è una procedura operativa che definisce le migliori pratiche.
Statistiche descrittive
Le statistiche descrittive sono strumenti statistici usati per descrivere il comportamento di una variabile continua o discreta X o Y.
Statistica inferenziale
Le statistiche inferenziali sono strumenti statistici utilizzati per fornire prove di una relazione non casuale tra un Y e uno o più X.
Stratificazione
Il principio della suddivisione dei dati in diversi sottogruppi. Ad esempio: per famiglia di prodotti, per macchina, per tipo di guasto, ecc.
SWOT (MOFF)
( Strengths - Weaknesses - Opportunities - Threats ) o MOFF per i francofoni ( Menaces - Opportunités - Forces - Faiblesses ).
Si tratta di uno strumento molto pratico per la fase DEFINE. Ha il vantaggio di riassumere i punti di forza e di debolezza del progetto in relazione alle opportunità e alle minacce generate dal suo ambiente.
Tabella di contingenza
Tabella che mostra la distribuzione di due variabili discrete con due o più modalità

Compito
Un compito è un'azione che viene generalmente assegnata a un individuo e che deve essere completata entro un determinato periodo di tempo.
Test 1p - Test delle proporzioni
Si usa per confrontare una proporzione con una proporzione teorica.
Test di normalità
Utilizzati per verificare se l'ipotesi di normalità può essere accettata, i test principali sono :
- Test di Anderson Darling
- Test di Kolmogorov Smirnov
- Test di adeguatezza Chi2
- Test di Ryan Joiner
Test chi-quadro
Esistono due test chi²
- Viene utilizzato per confrontare una varianza con una varianza teorica.
- Si utilizza per confrontare la distribuzione di due variabili discrete con 2 o più modalità (tabella di contingenza).
Test F
Utilizzato per confrontare due Varianze.
Test Kappa
È un elemento di R&R con attributi.
Il valore Kappa viene utilizzato per misurare la correlazione tra più operatori o tra un operatore e l'esperto.
Test t a coppie
Utilizzato per confrontare due medie nel caso di campioni appaiati.
Test di equivalenza
Strumenti statistici utilizzati per valutare, con un certo grado di rischio, se 2 o più popolazioni sono equivalenti.
Test di ipotesi
Strumenti statistici che permettono di valutare, con una certa dose di rischio, se esiste una differenza tra 2 o più popolazioni.
Test t a due campioni
Utilizzato per confrontare due medie.
Test-t à un échantillon - Test su un campione t
Utilizzato per confrontare una media con un valore teorico.
Teorema del limite centrale
Teorema enunciato da Gauss.
Qualsiasi sistema soggetto a numerosi fattori, indipendenti tra loro e di un ordine di grandezza equivalente, genera una distribuzione normale.
TOHE
Tecnico Organizzativo Umano Economico
Uno strumento per analizzare i rischi di progetto classificandoli in 4 categorie:
T: Tutti i rischi tecnici - esempio: capacità della macchina.
O: Tutti i rischi legati all'organizzazione - esempio: disponibilità delle macchine.
H: Tutti i rischi legati all'uomo - esempio: competenze disponibili.
E: Tutti i rischi legati all'aspetto economico - esempio: budget insufficiente.
Scatola di trasformazione - Cox
È una trasformazione matematica (xλ) che trasforma i dati che non seguono una distribuzione normale in dati che seguono una distribuzione normale. Questa trasformazione consente di utilizzare gli strumenti di analisi standard, come le carte di controllo, i test statistici e così via, che presuppongono la normalità dei dati.
Fuoriclasse
Si tratta di dati che si discostano in modo anomalo dagli altri. Non seguono la distribuzione normale.
Varianza
La varianza è una misura utilizzata per caratterizzare la dispersione di un campione o di una popolazione. La varianza è uguale alla deviazione standard al quadrato.
VOB - Voce delle imprese
La voce dell'azienda.
È la voce dell'azienda: quali sono gli obiettivi in termini di costi, scadenze, ritorno sull'investimento, ecc.
VOC - Voce del cliente
La voce dei clienti.
È la voce del cliente. Aiuta a chiarire le aspettative dei clienti e degli stakeholder del progetto.
I dati vengono raccolti utilizzando tutti i mezzi proattivi disponibili (interviste, indagini, sondaggi, gruppi di discussione, ecc.) e i mezzi di analisi disponibili (analisi dei dati storici, reclami, ecc.).
VOP - Voce del processo
Voce del processo.
La voce del processo (VOP) si riferisce alle varie informazioni utilizzate per misurare le prestazioni del processo.
VOS - Voix du Social
La voce del sociale.
È la voce dell'ambiente, della sicurezza e dei dipendenti.
VSM
Mappatura del flusso di valore.
Si tratta di uno strumento visivo che visualizza tutte le fasi critiche di un processo specifico.
Quantificano facilmente il tempo e il volume necessari per ogni fase. Le mappe del flusso del valore mostrano il flusso dei materiali e delle informazioni durante l'avanzamento del processo.
X
X è il fattore che influenza l'output di un processo.
I fattori che hanno un forte impatto sulle prestazioni di un processo di produzione sono definiti "X critici" o "X essenziali".
Y
Y è la misura dell'output di un processo
Z
Chiamato "valore Sigma del processo". È il numero di deviazioni standard che possono essere inserite tra la media e la tolleranza.